


When Your Mini Excavator Hydraulic System Starts to Drift — What's Actually Going On
Every operator has felt it: you're holding a fine grade line, the stick barely moving, and the boom creeps down on its own. Or you swing the arm hard while the hammer is running, and the whole machine hesitates like it lost confidence. These are not random quirks — they are predictable consequences of how a mini excavator hydraulic system handles competing flow demands under load. Understanding what drives instability is the first step to choosing compact earthmoving equipment that won't fight you on the job.
This piece works through the three most common hydraulic stability failure modes seen in sub-2-ton excavators, explains the component-level cause of each, and maps out how modern machine architecture — specifically pump selection, circuit prioritization, and cylinder placement — addresses them in practice. If you're sourcing equipment or evaluating a current fleet, the distinctions here will save you from expensive surprises six months in.
The Three Stability Failures Every Compact Excavator Operator Knows
Before getting into hardware, it helps to name the problems clearly. The first is boom drift: the boom descends slowly even when the joystick is centered. The second is flow starvation: running a hydraulic breaker or auger causes the travel or swing to slow noticeably, because one circuit is pulling more oil than the pump can cleanly supply to everyone. The third is thermal sag — performance that felt fine at 8 a.m. feels sluggish and imprecise by noon, as oil temperature climbs and viscosity drops. Each of these has a distinct mechanical origin, and each responds to a different design solution.
Boom drift is almost always a sealing or back-pressure problem. The cylinder's piston seal — and in many budget machines, the rod seal — allows a small, continuous leak across the piston face under gravity load. Over time, or under heat, that leak accelerates. This is why the quality of the sealing ring matters enormously. Machines that use imported NOK sealing rings on both the piston and rod positions hold their position significantly better than those using generic domestic seals, because NOK's compound formulation resists compression set at elevated temperatures. When clients ask why one machine holds grade and another drifts, the answer is frequently visible in the seal spec sheet, not in the cylinder bore diameter.
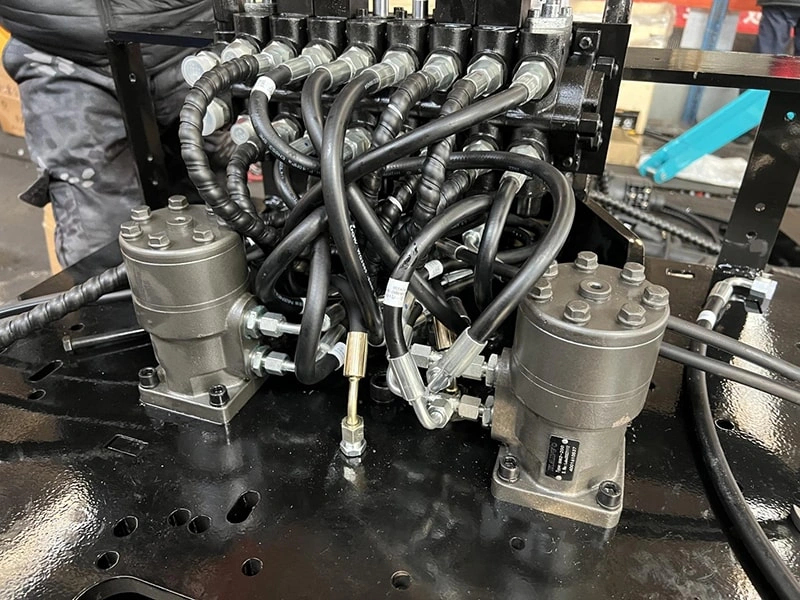
Flow starvation is a circuit architecture question. A mini excavator hydraulic system built on a single-section gear pump routes all available flow through one circuit at a time, which means that when the breaker needs high flow to cycle at full speed, the pilot signal for boom or swing gets what's left over. A multi-section pump or a properly valved flow divider gives each function a guaranteed minimum — the difference between a machine that hesitates under combined load and one that handles simultaneous operations smoothly. The Taifeng multi-way valve used in the 17 series achieves this by managing circuit priorities internally, so no single attachment monopolizes available pump output.
Thermal sag is the one operators feel most acutely but diagnose least accurately. When hydraulic oil heats past its rated operating window, viscosity drops, internal leakage across the pump and motor increases, and the effective working pressure falls even though the relief valve setting hasn't changed. The result is sluggish response, reduced digging force, and a machine that feels worn out long before its service hours say it should be. Consistent oil temperature management — through adequate tank capacity, routing oil return through cooler paths, and not keeping the engine at full throttle during low-demand tasks — extends both performance and component life.
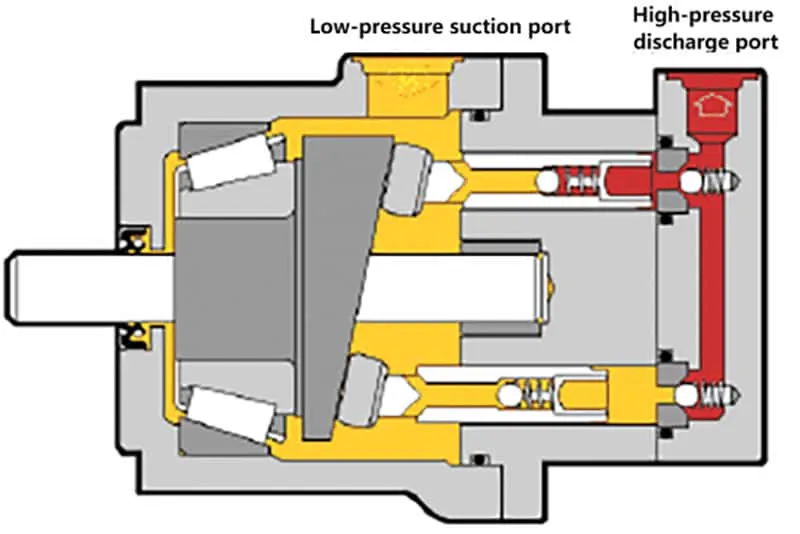
Gear Pump vs. Variable Piston Pump: Why the Choice Shapes Every Dig
Most machines in the 0.6 to 1.5-ton range run on gear pumps, and for straightforward tasks — open-site trenching, basic demolition, utility work — a well-specified gear pump is entirely adequate. The 06 series at 660 kg and the 10 series at 1,000 kg both use twin gear pumps that deliver reliable flow for their size class. The 06 series produces a maximum digging force of 3.5 kN; the 10 series steps up to 6 kN with its XR13.5/192F engine at up to 9.92 kW. For operators doing predictable single-function work, these figures are honest and repeatable.
The limit of a fixed-displacement gear pump shows up when tasks become compound — when the operator is simultaneously positioning the boom, running an auger, and fine-controlling the bucket. Because the gear pump always moves its full displacement per revolution regardless of demand, excess flow either recirculates through the relief valve (generating heat) or causes the low-priority circuit to starve. Neither outcome is neutral. The relief cycling wastes engine power and accelerates oil degradation; the flow starvation means the operator has to sequence movements rather than blend them, cutting cycle speed.
The variable piston pump fitted to the 17 series and the 22 series solves this by matching displacement to instantaneous demand. When the pilot signal says "swing slowly while holding boom position," the pump reduces stroke and maintains pressure without dumping excess flow. When full bucket curl is demanded, displacement rises. The 17 series with its Laidong KM385B engine at 18.1 kW and 13.5 kN digging force, paired with a Taifeng variable displacement pump and Taifeng multi-way valve, gives operators a compact excavator stability profile that's noticeably different in feel — smoother combined movements, less thermal rise during long shifts, and a consistent response curve from startup to end of day. The 22 series goes further with a Bosch Rexroth axial piston pump at 2,100 kg operating weight, providing 15 kN digging force for heavier applications that still require confined-site maneuverability.
For buyers evaluating which pump architecture fits their needs: if daily work involves repeated attachment changes or sustained simultaneous operations — breaker plus swing, auger plus crowd — the efficiency gains of a variable piston pump justify its cost premium. If the machine is primarily single-function, a well-maintained twin gear pump in a 10 series or 12 series will serve reliably without the added complexity.

Top-Mounted Cylinders and Built-in Pipework: The Design Details That Actually Prevent Drift
Beyond pump selection, two physical design choices have an outsized impact on day-to-day mini excavator hydraulic system stability: where the boom cylinder sits, and how the oil lines are routed.
A conventional boom cylinder mounted below or alongside the boom structure puts the full weight of the boom arm directly against the rod-end oil column when the boom is raised and held. Every micro-leak across the piston seal converts directly into a visible drop in boom height. When the cylinder is repositioned above the boom — the top-mounted configuration used in the 17 series and 20 series — gravity now acts with the cap-end pressure rather than against it. The result is that the same seal condition that would produce visible drift in a conventional layout holds position reliably in a top-mounted arrangement, because pressure on the working face is not fighting a gravity load. Operators notice this immediately: the arm simply stays where it's put.
Built-in hydraulic oil lines — the oil pipes routed inside the boom and arm structure rather than clamped externally — contribute to stability through a different mechanism. External lines flex slightly under pressure, especially at operating temperature, and that flex introduces micro-volume changes that the pump has to compensate for. Internal routing eliminates the flex, gives the lines protection from impact damage during demolition work, and also reduces pressure drop between the valve block and the cylinder. The 10 series, 17 series, and 22 series all include built-in oil line routing as a standard configuration, not an upgrade.
Taken together — variable piston pump, NOK seals, top-mounted boom cylinder, Taifeng or Bosch Rexroth multi-way valve, and internal oil routing — these components form a coherent system that addresses each of the three failure modes described at the start. The machine doesn't drift because the seals hold. It doesn't starve attachments because the pump and valve prioritize flow correctly. It doesn't sag in the afternoon because the pump only moves the oil the system actually needs, keeping temperatures within the working range.
Practical Operating Habits That Support Hydraulic Stability
Even the best hardware benefits from operator practice that keeps the system inside its design envelope. A few specific habits make a measurable difference:
Alternate high-flow and low-flow tasks across a shift where the schedule allows it. Running the breaker for 30 minutes at full throttle, then switching to fine grading work for 15 minutes, gives the system a thermal recovery window before going back to high-demand operation. This is not about babying the machine — it's about staying inside the viscosity window where the pump and seals perform as designed.
When using attachments that require auxiliary hydraulic flow, set the flow rate at the auxiliary valve to match the attachment's rated input rather than defaulting to full flow. Over-supplying an auger, for example, doesn't make it drill faster — it makes it run hot and pulls flow away from travel control. The Taifeng multi-way valve in the 17 series allows this adjustment without tools.
During cold starts — particularly below 5°C — allow 3 to 5 minutes at low idle before putting the machine under load. Oil at low temperature is significantly more viscous than the pump was designed to move efficiently, and forcing cold, thick oil through tight clearances at high pressure accelerates wear on the gear or piston set. Warm-up is not optional in a compact excavator hydraulic system; it's part of the maintenance interval.
What This Means When You're Selecting Equipment
The hydraulic stability gap between entry-level and mid-range compact excavators is real, but it's not mysterious. It's a direct consequence of component specification choices that are visible in the product data sheet if you know what to look for. The shift from gear pump to variable piston pump happens in the 17 series range; top-mounted boom cylinders and internal pipework are features of the Q-series and C-series machines; NOK seals are standard across the range. These are not marketing descriptions — they are verifiable hardware differences with predictable performance consequences.
For buyers evaluating a mini excavator hydraulic system for rental fleets, construction contracting, or landscaping operations in confined sites, the question is not whether a machine can dig — they all can. The question is whether it holds position reliably under load, handles simultaneous functions without stalling, and maintains that performance across a full working day in warm conditions. Those questions have engineering answers, and the answers live in the pump, the valve block, the seal spec, and the cylinder placement.